滚子轴承的滚子有这么多种
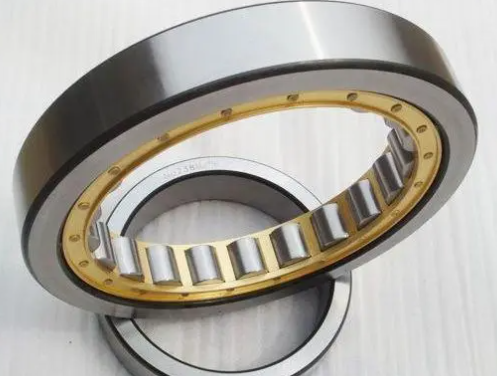
滚子轴承是用短圆柱、圆锥或腰鼓形滚子作滚动体的滚动轴承。主要有向心短圆柱滚子、双列向心球面滚子、圆锥滚子和推力滚子等结构型式。
滚子轴承主要有向心短圆柱滚子、双列向心球面滚子、圆锥滚子和推力滚子等结构型式。
分类
圆柱滚子轴承
微信截图_20221024155331
这类滚子主要用于圆柱滚子轴承,还可以将滚子组件直接用于机械中。2号站铸锻件零部件该类滚子在尺寸上已标准化,可作为商品滚子供设计和用户选择。
长圆柱滚子轴承
该类滚子分有轴径用和无轴径用两种,主要用于长圆柱滚子轴承,还可以将滚子组件直接用于机械中。
滚针轴承
这类滚子主要用于滚针轴承、万向节滚针轴承及推力滚针轴承,还可以将滚针组件直接用于机械中。该类滚子在尺寸上已系列化,供设计选择。根据轴承结构的需要,滚针的两端头部形状有锥头形、平头形、圆头形等。
圆锥滚子轴承
呈圆截锥体,其锥角通常为1°~4°20′,也有小于1°或大于4°20′的,多为2°。滚子长度一般不超过滚子大端直径的两倍。这类滚子多用于圆锥滚子轴承,大锥角的滚子基本上用于推力圆锥滚子轴承。
球面滚子轴承
滚子的滚动面呈球面形。采用这种滚子的轴承具有自动调心性能,能承受很大的载荷。球面滚子分非对称型和对称形,一般非对称的大端面为球面,对称形的两端面为平端面。对称形球面滚子性能较好,而非对称型的为淘汰形式。这类滚子用于调心滚子轴承及推力调心滚子轴承。
螺旋滚子轴承
它是用特殊截面的钢带卷制而成的空心滚子,分左旋和右旋两种。2号站铸锻件零部件这种滚子应用不很广泛,主要用于受冲击载荷的螺旋滚子轴承。
滚子轴承加工过程
1、圆柱滚子的工艺过程毛坯成型→去毛刺或环带→软磨滚道面→软磨双端面→热处理→前粗磨滚动面→粗磨双端面→后粗磨滚动面→终磨双端面→细、终磨滚动面→超精加工滚动面→清洗、干燥→终检外观、尺寸分组→涂油包装。
2、圆锥滚子的工艺过程毛坯成型→去毛刺或环带→软磨滚道面→软磨双端面→热处理→粗磨滚动面→细磨滚动面→磨球基面→终磨滚动面→超精加工滚动面→清洗、干燥→终检外观、尺寸分组→涂油包装。以上两种滚子可以做成凸度形母线滚动面,若凸度量小于0.005mm,一般可直接在超精加工滚动面工序中进行;若凸度量大于0.005mm,一般可在最后一次终磨滚动面工序磨出凸度,再进行超精加工。
3、滚针的工艺过程毛坯成型→去毛刺→热处理→粗、细、终磨滚动面→超精加工滚动面或锯屑抛光。对平头和锥头滚针,如毛坯成型难以保证长度尺寸公差,则可在磨滚动增加磨双端面工序。若需要凸度形母线滚动面,可直接在超精加工滚动面或窜光工序中进行。
4、非对称型球面滚子的工艺过程毛坯成型→去毛刺或环带→软磨滚道面→软磨双端面→热处理→磨非球端面→磨球端面→粗、细、终磨滚动面→抛光→清洗、干燥→终检外观、尺寸分组→涂油包装。对称型球面滚子的工艺过程是:毛坯成型→去毛刺或环带→软磨滚道面→软磨双端面→热处理→粗磨滚动面→粗、终磨双端面→细、终磨滚动面→抛光→清洗、干燥→终检外观、尺寸分组→涂油包装。若终磨滚动面工序能达到表面粗糙度要求,则可不进行抛光。

热文排行
- . 二号站三十而立的神龙汽
- . 做最健康的“刘畊宏男孩
- . 二号站北京市今年将配置
- . 品牌力向上、单车成交价
- . 二号站吉利或成雷诺最后
- . 国家第三次出手拯救低迷
- . 二号站蔚来打开了电动车
- . 曝比亚迪与华为联合造车
- . 2号站商城瞄准碳中和,中
- . 天津武清汽车产业园汽车